HOW TO
IMPROVE
CUTTING QUALITY?
DROSSMany fabrication shops spends a lot of time and money on grinding, chipping and sanding parts that cut on plasma machine to remove dross. If we can control the critical process variables, the operator can minimize or maybe eliminate dross and thus saving cost for secondary operation. Plasma dross is oxidized molten metal that not fully ejected from kerf during cutting process. It is the most common cut quality problem of plasma cutting. Dross formation is dependent on many process variables including cutting speed, amperage, voltage, standoff distance, gas selection and the material variables such as thickness and type of metal, surface condition, grade, and chemical composition. However, the most critical variables to consider in dross formation are cutting speed, standoff distance and amperage.
Low speed dross
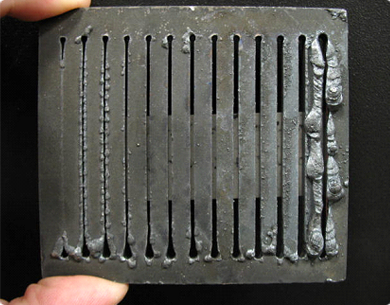
Low speed dross forms as a thick globular form accumulation along the bottom edge of the plate (right side in the picture above). When the cutting speeds is too slow, the arc column grows in diameter to look for more material to cut, widening the kerf to a point where it gets harder for pressurized jet to blow away the molten metal. At very low speed, the arc will extinguishes because of not enough metal to sustain a transferred arc. Decreasing the standoff or increasing the amperage distance has comparable effect on the cut as decrease the cut speed. These changes cause more energy from plasma jet to connect the area of the material in a period. Low standoff distance and excessive amperage is the factors causing low speed dross.
-
To abolish low speed dross:
- Reduce the system's amperage.
- Increase the distance in between material and torch or standoff.
- Increase the cutting speed
- If none of these measures improve the cut, consider a smaller nozzle size
High-speed dross
High-speed dross forms a small hard bead of uncut material (left side in the picture above). When a higher cutting speed used without increased current, the arc begin to lag back in the kerf leaving a small portion uncut material or rollover dross along the bottom of the metal that requires extra machining to remove. The arc become unstable and starts oscillating up and down in kerf causing a rooster tail or sparks and molten material. At these speed, the arc will fail to penetrate the metal or extinguish. High standoff distance and low amperage also cause high-speed dross since both changes cause reduction energy of the plasma jet
-
To abolish high-speed dross:
- Reduce the cutting speed
- Reduce the standoff distance
- Increase the plasma system's amperage
- Check the nozzle first for signs of wear (gouging, oversize or elliptical orifice)
Top spatter dross
Top spatter is a light accumulation of dross that sprays along the top of the work piece and it is easy to remove. The reason maybe a too fast cutting speed, high standoff distance or wore nozzle. The plasma jet swirling flow is not optimally directed, the molten metal flung put in front of the kerf rather than down through it. Top spatter affected by speed and standoff distance.
-
To abolish top spatter dross:
- Decrease the cutting speed
- Decrease the standoff distance
- Check the nozzle for signs of wear
Variables in Cut Quality Several process variables collectively determine the final quality of a plasma cut part. Most variables are under the control of the operator, some are not.
Two variables that cannot be control are metal type and thickness. However, it is important to note that different metal types and thickness have different cutting characteristics. It is recommended to refer the Plasma Arc Cutting System Operator Manual for Cut Charts reference.
The cutting speed for the torch needs to adjust to get good quality cut. Cutting speed that is too slow or too fast will affect the quality. However, there usually has a "window" in between that will give you dross free or minimum dross cuts.
Dross Free Window
There is a window of dross free or minimum dross cutting between extremes of high and low speed dross. Obtaining the window is the key to minimizing secondary operation requirements on cut pieces.
The window varies with plasma gas used. Air plasma gasses and nitrogen have a relatively narrow dross free window on carbon steels while oxygen plasma has wider dross free window. The dross free window is also affected by material type. Cold rolled steels cut cleaner than hot rolled and pickled steels cut cleaner than non-pickled.