HIGH PRECISION
PLASMA CUTTING
A high precision plasma cutting machine is also commonly called "similar laser cutting machine" because of its capability to cut perfectly compared to other CNC cutting machines.
High precision cuts are characterized as follows:
Work Pieces Characteristics
- Smooth, contamination free cut surface
- Minimal top edge rounding
- 0-3 degrees of bevel
- Dross free cut surface
- Less distortion
Work Pieces Characteristics
- Smooth, contamination free cut surface
- Minimal top edge rounding
- 0-3 degrees of bevel
- Dross free cut surface
- Less distortion
Digital Height Control - Intelligent Digital Torch Height (IDHC)
IDHC is crucial to obtain quality cut and least dross. It controls the height of the torch with arc voltage feedback. It uses plasma arc voltage as an input parameter converting to mechanical signal in order to achieve optimum constant height between nozzle and work piece. This device has enhanced the cutting performances attaining less bevel angle, least dross and smooth cutting edges.
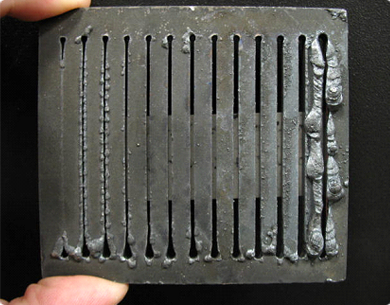
Under Water Plasma Cutting
Water tables are useful for capturing flash and fumes. Some customers prefer a water table over a downdraft table because a water table does not draw heated air from the interior of the building and exhaust it outside.
Cutting over or under water is not recommended for precision cut processes. Water either touching the plate or covering the plate has a quenching effect. Dross flowing down from the cut will solidify quickly in the cooler water and will adhere to the bottom side of the plate. The same dross formation can occur if the water level is not touching the plate but is close enough for splash to interfere with the dross stream leaving the cut. In extreme cases, splash can actually extinguish the plasma arc. The dross stream is significant and will cause splashing on any water table. Additionally, the shield gas stream for many processes is 120 psi, so the shield gas itself will cause turbulence and splashing if the level of the water is too close to the bottom of the plate. When the water level is low enough to eliminate the risk of splash (approx 6 inches), it is too far from the plate to perform its purpose of capturing smoke and flash. Water level should be set so that the water covers the plate but does not rise more than halfway up the shield cup. Underwater cutting will not produce precision cut quality.